Étude acoustique et vibratoire d’outils portatifs de la marque Böhloff
Mesures de bruit et de vibrations pour des prototypes de riveteuses
La société Böhloff, reconnue mondialement pour son innovation dans le domaine de la technologie d’assemblage à 360° avec des solutions d’assemblage et de logistique, a récemment développé des riveteuses destinées à améliorer l’efficacité et la précision des processus d’assemblage. Implantée dans 25 pays et présente sur 5 continents différents, c’est dB Vib Consulting qu’elle a choisi pour les mesures de bruit et vibrations de plusieurs de ses prototypes. L’objectif étaient de s’assurer de leur conformité aux normes applicables aux équipements portatifs dans les domaines acoustiques et vibratoires et permettre de rédiger la documentation des machines exigée par la réglementation. Pour cette étude, dB Vib Consulting a réalisé une étude acoustique et vibratoire d’outils sur 2 types de prototypes de riveteuses : 3 riveteuses mécaniques (pneumatiques) différentes et 3 riveteuses électriques identiques.
Depuis 2009, les fabricants d’outillages doivent obligatoirement fournir les informations sur les niveaux de bruit et de vibration auxquels sont exposés les utilisateurs dans la documentation technique fournie avec l’équipement. En effet, cette information est importante pour la prévention des risques sur la santé tels que :
- Les risques liés au bruit (perte auditive, stress et fatigue)
- Les risques liés aux vibrations (syndrome des vibrations main-bras HAVS, douleurs musculosquelettiques, douleurs et engourdissements)
Moyens mis en œuvre par dB Vib
Salle calme
Pour ce type d’étude, des réglementations norment le type de salles d’essais dans lesquelles ont lieu les tests. dB Vib Consulting a donc réalisé Les mesures ont été réalisées dans une salle calme (L = 3.5m, l = 2.3m, h = 3.0m).
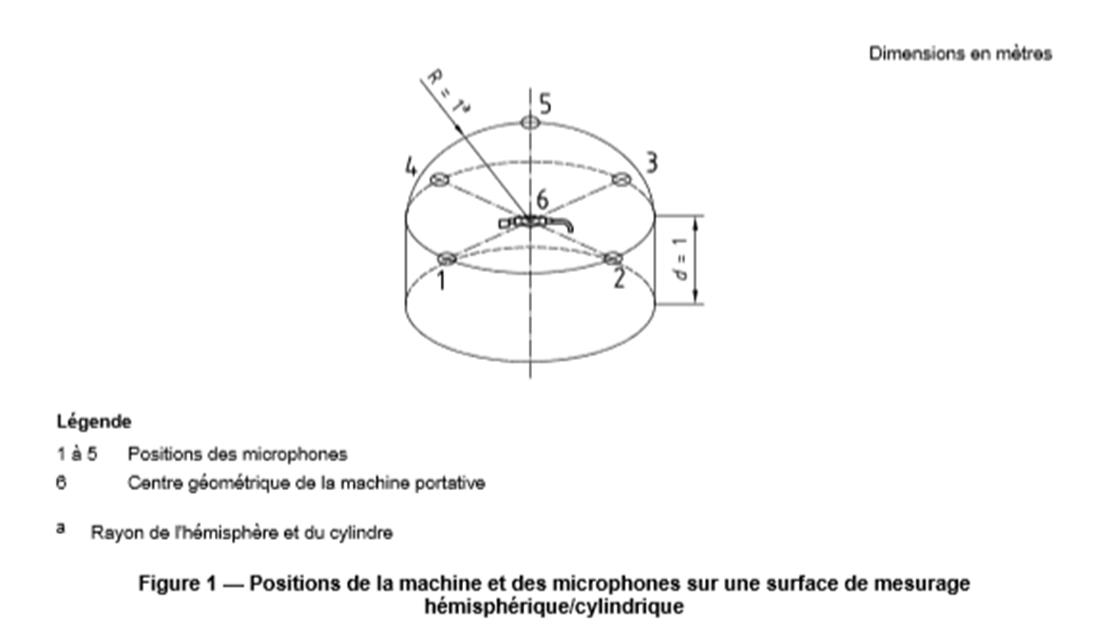 Positions de la machines testée et des microphones sur une surface de mesurage hémisphérique/cylindrique
Positions de la machines testée et des microphones sur une surface de mesurage hémisphérique/cylindrique
D’après la norme NF EN ISO 15744 la quantification d’une source acoustique doit être réalisée sur un plan réfléchissant et en champ libre. Nos essais sont donc réalisés en chambre semi-anéchoïque (ou sourde) avec un sol réfléchissant. Les parois absorbantes limitent les réverbérations et nous pouvons considérer que les essais sont réalisés en champ libre. Les parois n’étant pas infiniment absorbantes, la norme prévoit l’application de facteurs correctif.
Afin de garantir des mesures fiables, les sonomètres de classe 1, microphones et analyseurs sont étalonnés une fois par an et les sonomètres et microphones calibrés avant chaque mesure.
Etude acoustique
Réglementations
Pour le bruit des outils en fonctionnement, plusieurs normes s’appliquent :
- NF EN ISO 15744 (décembre 2008) concernant les machines portatives à moteur non électrique – Code pour le mesurage du bruit Méthode d’expertise (classe de précision 2)
- ISO 3744 Février 2011 Acoustique – Détermination des niveaux de puissance et d’énergie acoustiques émis par les sources de bruit à partir de la pression acoustique – Méthodes d’expertise pour des conditions approchant celles du champ libre sur plan réfléchissant (ISO 3744 :2010) – qui concernent le type de salle d’essai.
La norme ne fixe pas de seuil maximal de bruit en dB à ne pas dépasser, mais elle stipule que les résultats doivent être clairement communiqués et accompagnés de l’incertitude de mesure.
Placement des sonomètres/microphones
Les micros sont placés en demi sphère autour de l’outil dans la chambre sourde de dB Vib Consulting afin d’uniformiser les mesures autour de la source mais pas seulement. Cette disposition permet également d’obtenir une moyenne de données, d’augmenter la fiabilité des données en limitant l’impact du sol et d’être conforme aux stipulations des normes qui indiquent la disposition des microphones.
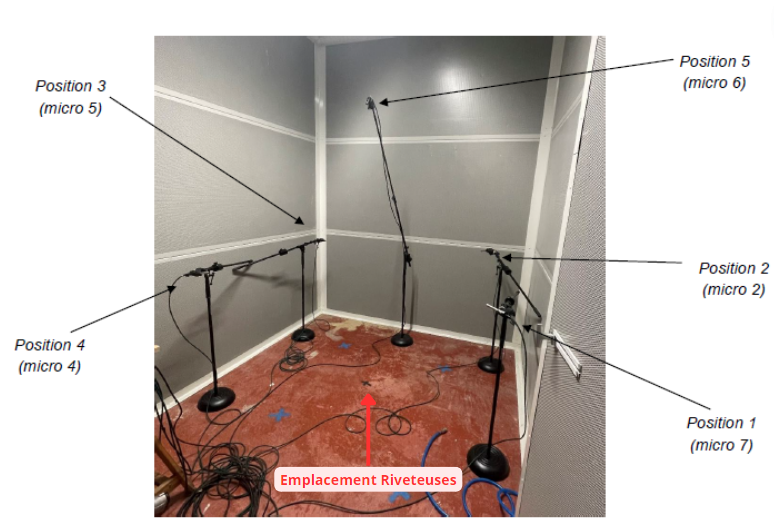 Emplacement des microphones et des riveteuses à tester
Emplacement des microphones et des riveteuses à tester
Déroulé des mesures :
Nos ingénieurs ont effectué 3 séries de mesures sur chacune des 6 riveteuses. Une série de mesure équivaut à 5 sertissages/rivetages (5 inserts pour une série) effectuer par la riveteuse, pour une durée de mesure d’1mn 30s environ. À la demande du client, les mesures sont réalisées avec des inserts M8 et un effort de pose de 18 kN qui correspond à l’effort maximal (le plus contraignant).
Le but va être de déterminer :
- Le niveau de puissance acoustique d’émission pondéré A au poste de travail
- Le niveau de pression acoustique d’émission pondéré A au poste de travail
- Le niveau de pression acoustique d’émission de crête pondéré C
Voici les résultats obtenus qui paraitront sur les fiches techniques de la riveteuse :
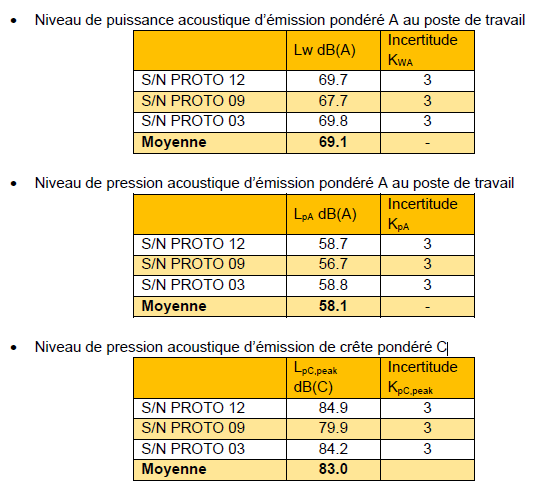 Résultats obtenus sous forme de tableau
Résultats obtenus sous forme de tableau
Mesures de vibrations
Réglementations
Pour les vibrations émises en fonctionnement, les normes applicables sont les suivantes :
- NF EN ISO 20643 (septembre 2008) pour la vibration mécanique – Machines tenues et guidées à la main – Principes pour l’évaluation d’émission de vibration.
- NF EN 12096 (septembre 1997) Vibrations mécaniques déclaration et vérification des valeurs d’émission vibratoire
Le présent document fournit des prescriptions relatives à la déclaration et à la vérification des valeurs d’émission vibratoire. Il s’applique aux valeurs de vibrations sur tout le corps et sur l’ensemble main-bras. Il décrit des informations vibratoires concernant le produit à faire figurer dans les documents techniques fournis par le constructeur. De plus, il spécifie la méthode à suivre pour vérifier les valeurs déclarées d’émission vibratoire stipulées par le constructeur. Les constructeurs sont soumis à ces normes de par l’existence de la réglementation du travail et dB Vib Consulting répond à vos problématiques de vibrations aux postes de travail en respectant cette réglementation.
Que mesure-t-on ?
Un accéléromètre est placé sur le manche de l’outil afin de mesurer les vibrations directement perçues par la main de l’utilisateur.
La grandeur mesurée est l’accélération.
Les bandes de fréquences considérées sont de 8 à 1000 Hz pour le transfert « main – bras ». La pondération est directement comprise dans l’appareil de mesure.
Déroulé des mesures
L’objectif de ces mesures est de vérifier que les vibrations transférées à la main et au bras ne dépassent pas les seuils autorisés par les normes. Il faut prendre en compte le fonctionnement de la machine non pas en continu mais bien par à-coups pour reproduire son utilisation réelle.
C’est ce qu’on fait nos ingénieurs lors des tests, 3 séries de mesures ont été réalisées en effectuant 5 sertissages (5 inserts par série) pour une durée de mesure d’1m30s environ. Les mesures sont réalisées avec des insert M8 et un effort de pose de 18 kN. Les vibrations transmises à la main doivent être mesurées pour les 3 directions d’un système de coordonnées orthogonales, tel que celui défini ci-dessous. Chaque seconde une valeur d’accélération est mesurée en m/s2 pour chacun des trois axes.
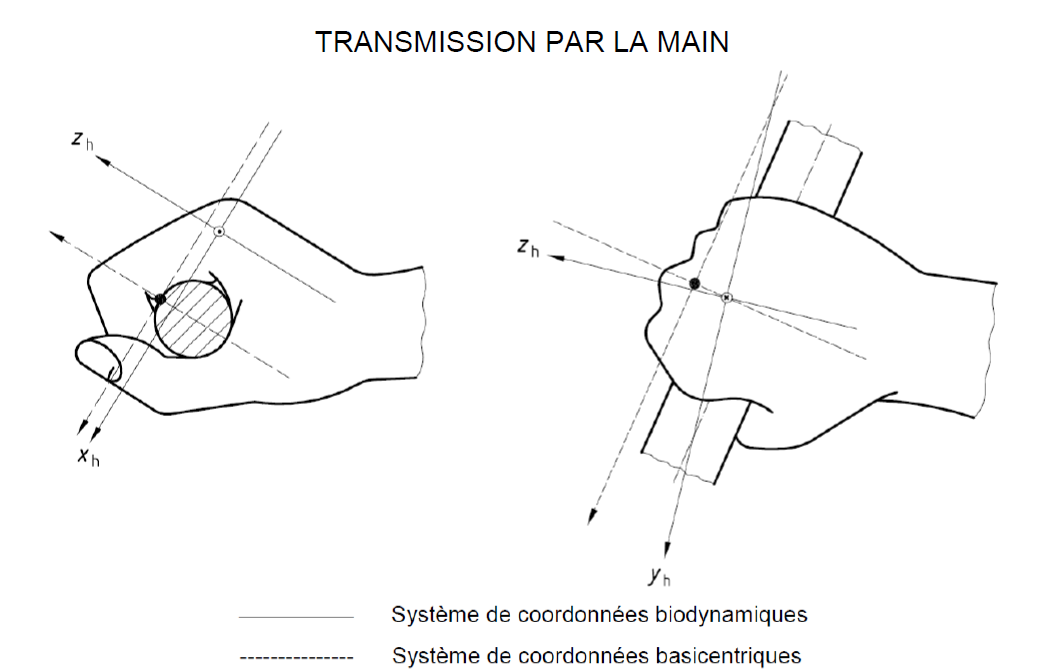

schéma de transmission par la main & placement de l’accéléromètre sur la riveteuse
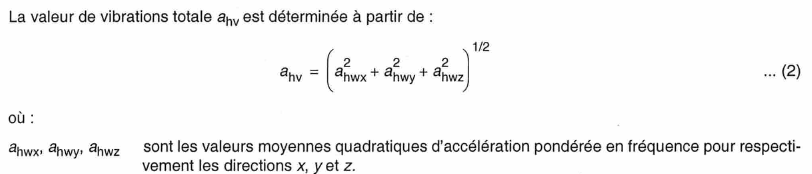
Les résultats mesurés dans les trois directions font ensuite l’objet d’un dépouillement. Chaque accélération mesurée est élevée au carré puis moyennées. On obtient alors une moyenne des accélérations au carré dans chaque axe. Ces moyennes au carré sont additionnées et mises sous la racine pour obtenir une accélération totale équivalente.
Résultat de l’étude vibratoire
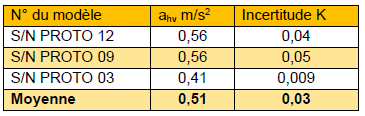
Dans le cas de trois équipements identiques, l’accélération finale est la moyenne des accélérations de chaque prototype. Les riveteuses respectent donc largement les valeurs limite d’exposition quotidienne.
Le fabricant va pouvoir insérer ses informations sur les fiches techniques des riveteuses.
Conclusion :
Les experts dB Vib vous assistent lors de la conception de vos produits pour le respect des normes et réglementations en matière de bruit et vibration au poste de travail et des réglementations machines. En effet outre les mesures réalisées nos experts peuvent vous aider à réduire les impacts bruits et vibrations sur la santé des utilisateurs de machines.
N’hésitez pas à contacter nos équipes pour une étude acoustique et vibratoire d’outils.
 dB Vib Consulting
dB Vib Consulting